
25-03-17
При настройке оборудования для операции обработки необходимо учитывать множество переменных. В приспособлениях с ЧПУ существует разница, например, между зажимом детали с жесткими допусками при 10-минутном времени обработки и зажимом детали с жесткими допусками при 10-часовом времени обработки. Определение наилучшего метода обработки для вашего задания имеет решающее значение для поддержания эффективности обработки.
Оборудование для станков с ЧПУ
Идеальное приспособление имеет легко воспроизводимую настройку. Поэтому некоторые машины оснащены стандартным зажимным оборудованием. Резьбонарезные станки обычно используются с фрезерными станками, тогда как патроны или цанги используются во время работы токарных станков. Иногда для детали может потребоваться специальное приспособление, чтобы обеспечить ее надлежащую фиксацию во время обработки.
Специальное приспособление
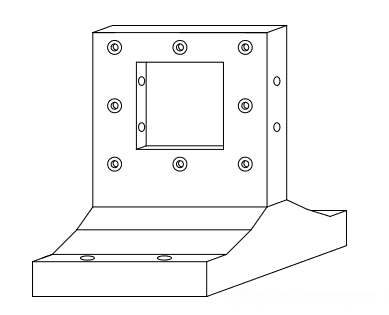
Специальное приспособление представляет собой технологическое удерживающее устройство, которое зажимает, поддерживает и позиционирует заготовку, а также направляет режущий инструмент для выполнения определенной операции. Специализированное приспособление по сути представляет собой тот же тип оборудования, но главное отличие состоит в том, что оно не направляет режущий инструмент в заданную операцию. Специальные приспособления часто используются для фрезерных операций, в то время как специальные приспособления часто используются для сверления, зенкования, нарезания резьбы и расточки. Специализированные приспособления более точны и позволяют достичь более жестких допусков, чем стандартное оборудование с ЧПУ. Позволяя им контролировать режущие инструменты.
позиция
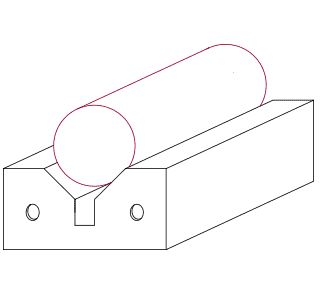
Позиционирование обычно классифицируют по четырем критериям: сборное, цельное, фиксированное и регулируемое. Собранный позиционер можно прикреплять к приспособлению и снимать с него, в отличие от встроенного позиционера, который встроен в приспособление. Фиксированные позиционеры не допускают наличия подвижных частей, тогда как регулируемые позиционеры допускают перемещение с помощью резьбы и/или пружин и могут быть отрегулированы в соответствии с размером заготовки. Эти позиционеры можно комбинировать между собой для обеспечения необходимой жесткости и простоты сборки. Например, локаторное приспособление V-типа представляет собой комбинацию встроенного и фиксированного локатора. Его можно закрепить на приспособлении, но подвижных частей у него нет.
Поддерживать
Функция, как следует из названия, заключается в поддержке заготовки во время обработки для предотвращения деформации. Эти компоненты также могут выполнять функции позиционеров и подразделяются на фиксированные, регулируемые, встроенные или сборные. Опоры обычно размещаются под заготовкой в процессе производства, но их точное местоположение зависит от геометрии заготовки, типа используемого станка и площади контакта режущего инструмента. Опоры бывают разных форм и размеров, например: опорные кнопки — это более мелкие опорные компоненты, которые можно расположить последовательно снизу или сбоку заготовки; в то время как параллельные опоры устанавливаются с обеих сторон детали для обеспечения интегральной поддержки.
Зажим
Зажимы — это устройства, используемые для укрепления или закрепления объектов, и они бывают разных форм, размеров и характеристик прочности. Тиски и патроны представляют собой стандартизированные зажимы с подвижными губками. Нетипичным примером является шарнирный зажим, в котором для фиксации используется шарнирный штифт в качестве точки опоры рычажной системы. Более удобным типом является система силового зажима, которая в основном подразделяется на два типа силового зажима: гидравлический и пневматический. Гидравлическая система зажима
Гидравлические системы создают зажимное усилие путем сжатия жидкости. Этот тип зажима часто используется для более крупных заготовок, поскольку он обычно занимает меньше места, чем пневматический зажим.
Пневматические зажимы
Пневматические захваты получают силу зажима от энергии, создаваемой сжатым газом (обычно воздухом). Эти системы обычно больше по размеру и подходят для небольших заготовок, не требующих много места на верстаке. По сравнению с традиционными зажимами силовые зажимы имеют ряд преимуществ. Во-первых, эти системы можно быстро запускать и останавливать, что экономит время при переоборудовании. Во-вторых, они равномерно давят на деталь, помогая предотвратить ошибки и деформации. Существенным недостатком является стоимость системы, но это быстро компенсируется экономией времени производства.

Ключевые моменты, которым нужно следовать
Наконец, есть несколько моментов, на которые следует обратить внимание при выборе правильного приспособления для крепления заготовки или настройки приспособления для станка с ЧПУ.
Обеспечьте надлежащие допуски.
Допуск приспособления должен быть на 20–50 % уже допуска заготовки.
Используйте приемлемые компоненты позиционирования и поддержки
Фиксирующие и опорные детали должны быть изготовлены из закаленного материала, чтобы предотвратить износ и обеспечить возможность многократного использования без выхода зажатой заготовки за пределы допуска. Опоры и позиционеры также должны быть стандартизированы для облегчения замены.
Установка зажима в правильное положение
Приспособление следует размещать над опорой таким образом, чтобы усилие приспособления могло передаваться на опору, не деформируя заготовку. Приспособления, локаторы и опоры также следует размещать таким образом, чтобы силы резания распределялись максимально равномерно по всей детали. Настройка должна обеспечивать простоту зажима и не требовать значительных корректировок с течением времени.
Гибкость обработки
Зажим или приспособление должны быть спроектированы таким образом, чтобы обеспечить максимальную работу в одном направлении. Во время обработки установка должна быть жесткой и устойчивой.