
24-07-23
Почему эффективность производства одного и того же станка различается в несколько раз? Сделан вывод о том, что приспособление, выбранное для станка с ЧПУ, неподходящее, что существенно снижает эффективность производства станка с ЧПУ. Как повысить коэффициент использования станков с ЧПУ? Использование светильников имеет большое значение для технического анализа.
По неполным статистическим данным доля необоснованного выбора зажимов для станков с ЧПУ на отечественных предприятиях достигает более 50%, а это означает, что более половины станков с ЧПУ столкнулись с «отказом в работе» из-за необоснованного выбора или неправильного использования. применение зажимов с другой стороны. С точки зрения выбора и применения приспособлений для станков с ЧПУ предстоит многое сделать, поскольку это содержит значительные потенциальные экономические выгоды. Чтобы лучше понять приспособления, ниже представлены несколько современных приспособлений для станков с ЧПУ.
1. Регулируемые зажимы Регулируемые зажимы делятся на две категории: общие регулируемые зажимы и групповые зажимы (также называемые специальными регулируемыми зажимами). Их общей особенностью является то, что при замене или регулировке отдельных позиционирующих, зажимных или направляющих элементов их можно использовать для обработки самых разных деталей, тем самым превращая штучное мелкосерийное производство множества деталей в «группу деталей на то же приспособление «массовое производство». После обновления продукта однотипные детали по-прежнему можно обрабатывать на этом приспособлении. Поскольку регулируемые приспособления обладают высокой адаптируемостью и хорошей наследственностью, использование регулируемых приспособлений может значительно сократить количество специальных приспособлений, сократить цикл подготовки производства и снизить затраты.
2. Комбинированное приспособление. Комбинированное приспособление также называют «приспособлением для строительных блоков». Оно состоит из ряда компонентов приспособления для станков со стандартизированной конструкцией, различными функциями, различными характеристиками и размерами. Клиенты могут быстро собрать приспособление в соответствии с требованиями обработки. , как «строительные блоки». Собирайте различные типы приспособлений для станков. Поскольку комбинированное приспособление экономит время проектирования и изготовления специальных приспособлений, оно значительно сокращает время подготовки производства, тем самым эффективно сокращая цикл мелкосерийного производства, то есть повышая эффективность производства. Кроме того, комбинированный зажим также обладает такими преимуществами, как высокая точность позиционирования, высокая гибкость зажима, многократное использование, экономия энергии и материалов при производстве, а также низкая стоимость использования. Поэтому при обработке небольших партий, особенно при относительно сложной форме изделия, приоритет можно отдать использованию комбинированных приспособлений.
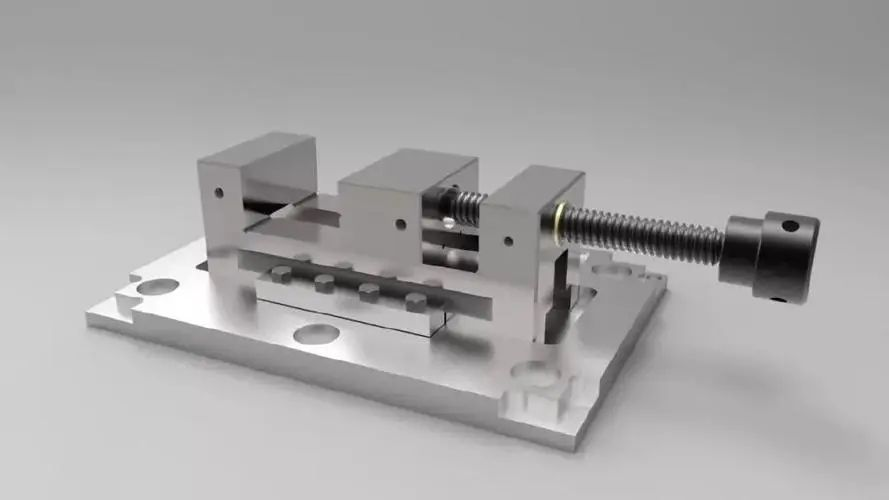
3. Прецизионные комбинированные плоскогубцы. Прецизионные комбинированные плоскогубцы на самом деле представляют собой «комбинированные детали» комбинированных зажимов. По сравнению с другими компонентами комбинированных зажимов они более универсальны, более стандартизированы, просты в использовании и более надежны в зажиме. , Он широко используется во всем мире. Прецизионные комбинированные плоскогубцы обладают преимуществами быстрой установки (разборки) и быстрого зажима, поэтому они могут сократить время подготовки производства и повысить эффективность мелкосерийного производства. В настоящее время диапазон зажима прецизионных комбинированных плоскогубцев, обычно используемых в мире, обычно находится в пределах 1000 мм, а сила зажима обычно находится в пределах 5000 кгс.
Следует отметить, что упомянутые здесь прецизионные комбинированные плоскогубцы не являются устаревшими «станок-тиски». Старомодные «станок-тиски» имеют единичные функции, низкую точность изготовления, не могут использоваться группами и имеют короткие размеры. срок службы. Они не подходят для использования в станках с ЧПУ и обрабатывающих центрах.
4. Электрический зажим с постоянным магнитом Электрический зажим с постоянным магнитом представляет собой новый тип зажима, разработанный с использованием новых материалов для постоянных магнитов, таких как неодим, железо-бор, в качестве источника магнитного поля и с использованием современных принципов магнитной цепи. Большое количество методов обработки показало, что зажимы с электропостоянными магнитами могут значительно повысить комплексную эффективность обработки на станках с ЧПУ и обрабатывающих центрах.
Процесс зажима и ослабления зажима с электропостоянным магнитом занимает всего около 1 секунды, что значительно сокращает время зажима. Компоненты позиционирования и зажимные компоненты обычных зажимов для станков с ЧПУ занимают большое пространство, в то время как зажим с электропостоянным магнитом занимает много места; не занимают эти пространственные компоненты, поэтому по сравнению с обычными приспособлениями для станков с ЧПУ приспособление с электропостоянным магнитом имеет больший диапазон зажима, что способствует полному использованию рабочего места станка с ЧПУ и хода обработки, а также способствует улучшению общая эффективность обработки станков с ЧПУ. Сила всасывания зажима с электропостоянным магнитом обычно составляет 147~176,4 Н/см2, поэтому необходимо убедиться, что сила всасывания (сила зажима) достаточна, чтобы противостоять силе резания. В нормальных условиях область адсорбции не должна быть. быть менее 30см2, то есть усилие зажима должно быть не менее 4,41кН.
В современном автоматизированном производстве все чаще используются станки с ЧПУ. При обработке станков с ЧПУ движение инструмента или верстака контролируется программой и осуществляется по определенным координатным позициям.
При проектировании приспособлений для станков с ЧПУ следует учитывать следующие моменты:
1. Начало координат (точка настройки инструмента) должно быть установлено на приспособлении станка с ЧПУ.
2. Крепления станков с ЧПУ не обязательно должны быть оснащены направляющими для инструмента. Это связано с тем, что при обработке станков с ЧПУ станок, приспособление, инструмент и заготовка всегда сохраняют строгую взаимосвязь координат, и нет необходимости в направляющих элементах для определения положения между инструментом и заготовкой.
3. Станкам с ЧПУ часто приходится обрабатывать заготовки в нескольких направлениях, поэтому приспособление станка с ЧПУ должно быть открытым.
4. На станках с ЧПУ следует как можно чаще использовать регулируемые приспособления, сборочные приспособления и комбинированные приспособления. Поскольку детали, обрабатываемые на станках с ЧПУ, часто производятся отдельными деталями и небольшими партиями, необходимо использовать приспособления с хорошей гибкостью и коротким временем подготовки.
5. Крепления станков с ЧПУ должны быть прочными, надежными и простыми в эксплуатации. Положение зажимного компонента должно быть зафиксировано, чтобы предотвратить столкновение компонента с инструментом во время автоматической обработки.